bath will be poured in the cell. Given that paste also shrinks when it starts to bake, the timing of
this process must be such that no gap will open where bath could leak into the lining.
A
B
C
D
E
F
G
A
B
C
D
E
F
G
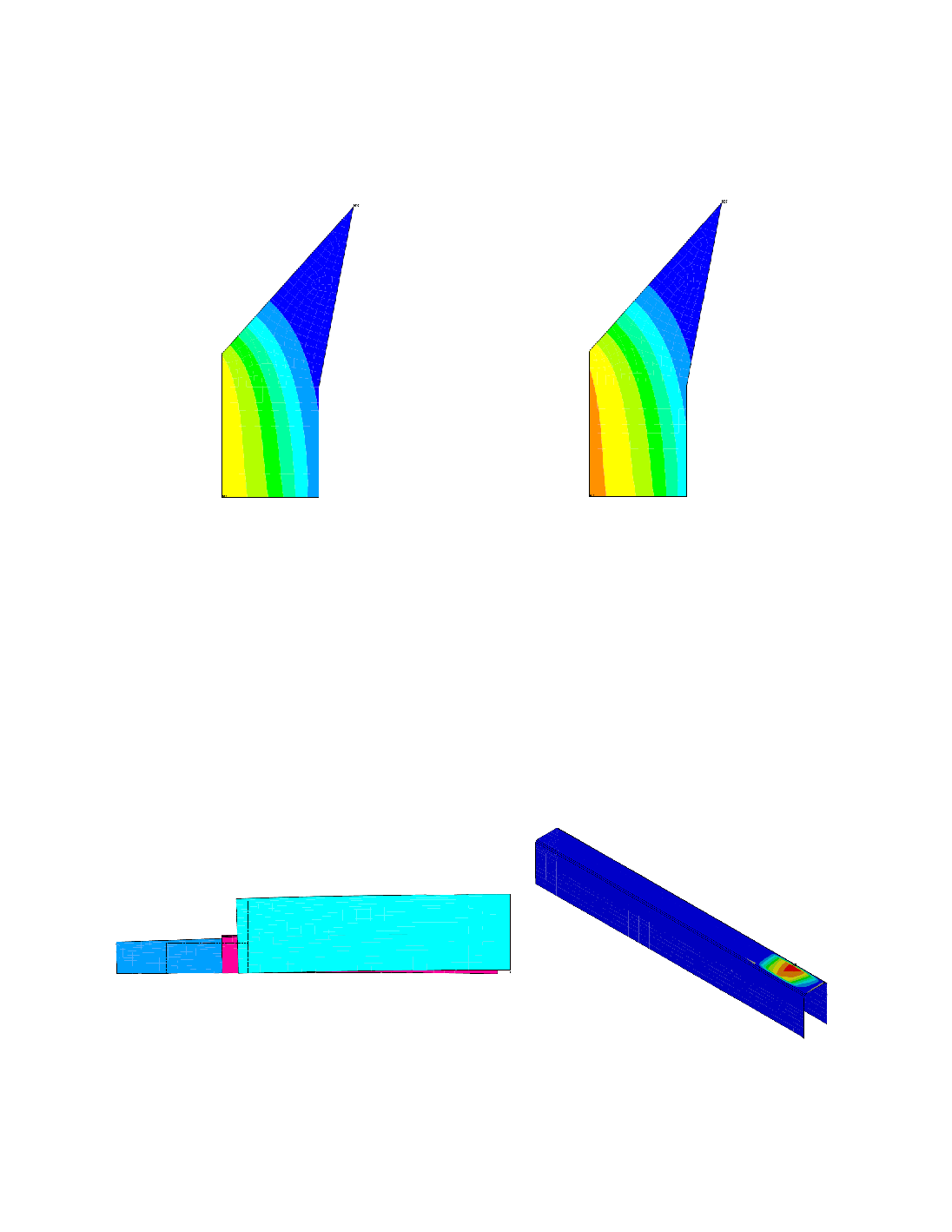
a) with Shunts
A
B
C
D
E
F
G
H
A
B
C
D
E
F
G
H
b) Full Line Load
A: Green B:13 C:24 D:35 E:45 F:56 G:67 H:78 I:89 (%)
Figure 12 Ramming paste baking index at the end of preheating
During preheating, the vertical temperature gradients cause the cathode blocks to bend
upwards, as seen in Figure 11. With the simple cathode block slot geometry and the low friction
between cast iron and carbon, the cathode bar cannot be prevented from sliding in its slot.
Therefore, the contact zone where current can flow in the bar becomes limited, as seen in
Figure 13. The resulting evolution of the collector bar current pickup is shown in Figure 14. It is
interesting to note that these results are nevertheless qualitatively consistent with published
data on measured collector bar current pickup (see for example [14], Figure 7).
a) Exaggerated deformed shape
b) Contact Pressure
Figure 13 Localisation of Cast Iron to Carbon Contact Zone after 48 hours, with Shunts.